简体中文
简体中文
Scéal
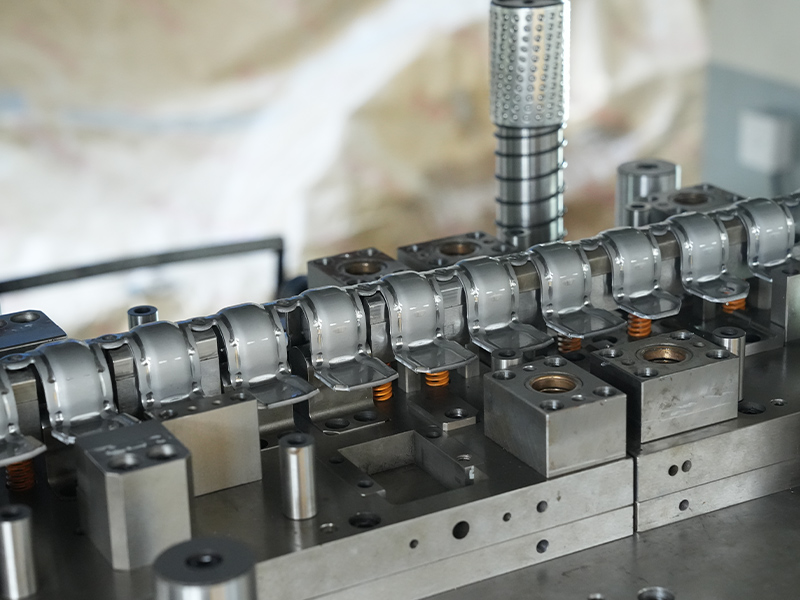
Áit / Scéal / Tús an tionscail / Próisis Déantúsaíochta Tithíochta Comhla Solenoid Stampáilte Iarainn Ard-Beachtais

Is comhpháirt bheacht-innealtóireachta é an breiseán leictreonach cruach dhosmálta stampáilte a mhonaraítear ag baint úsáide as ardteicnící stampála. Arna dhéanamh as cruach dhosmálta ardcháilíocht...
Féach na sonraí $ $
Is comhpháirteanna coinneála speisialaithe iad na ceanglóirí washer cruach dhosmálta atá deartha chun páirteanna a choinneáil i bhfeidhm laistigh de thionóil comhla uisce. Arna mhonarú ó chruach dh...
Féach na sonraí $ $
Déantar innealtóireacht ar ár lúibín cruach dhosmálta atá frithsheasmhach in aghaidh na n-iarratas ardfheidhmíochta ina bhfuil marthanacht agus neart ríthábhachtach. Tá an lúibín seo déanta as crua...
Féach na sonraí $ $
Is réiteach láidir, durable agus iontaofa é ár lúibín cruach dhosmálta atá frithsheasmhach in aghaidh an bhrú chun trealamh a fháil i dtimpeallachtaí éilitheacha ina bhfuil brú agus sláine struchtú...
Féach na sonraí $ $
Is réiteach rónta ardfheidhmíochta é ár n-iarann gasket atá deartha chun feidhmíocht mharthanach agus iontaofa a sholáthar i raon leathan feidhmeanna tionsclaíocha. Arna mhonarú ó ábhair iarainn ar...
Féach na sonraí $ $
Déantar an croí-chomhthionól comhla iarainn stampáilte ag baint úsáide as teicneolaíocht stampála agus déantar é as ábhar iarainn ardcháilíochta, agus é stampáilte go beacht i gcruth. Úsáidtear an ...
Féach na sonraí $ $
Is comhpháirt ardcháilíochta, buan é ár bpláta cuimilte iarainn atá deartha le húsáid i gcórais mheicniúla éagsúla a éilíonn aistriú fuinnimh éifeachtach agus friotaíocht teasa. Déantar an pláta a ...
Féach na sonraí $ $
Is comhpháirt láidir, chruinnithe-innealtóireachta é an lúibín rannpháirtíochta Iron Gear atá deartha chun rannpháirtíocht slán agus éifeachtach na ngiaranna a chinntiú i gcórais mheicniúla éagsúla...
Féach na sonraí $ $
Déantar innealtóireacht ar ár gclós cruach na ngluaisteán le haghaidh beachtais, marthanacht, agus feidhmíocht eisceachtúil in iarratais éagsúla na ngluaisteán. Déanta as cruach charbóin ardcháilío...
Féach na sonraí $ $
Is comhpháirt riachtanach é ár gcaighean imthacaí tanaí copair atá deartha le húsáid in imthacaí beachtais, ag tairiscint marthanacht agus feidhmíocht éifeachtach in iarratais thionsclaíocha éagsúl...
Féach na sonraí $ $
Is comhpháirteanna riachtanacha iad caipíní deannaigh práis atá deartha chun imthacaí agus codanna meicniúla eile a chosaint ó shalachar, deannach, taise, agus ábhar salaithe a d'fhéadfadh cai...
Féach na sonraí $ $
Tugann ár dtithíocht mhótair bhileog ghalbhánuithe cosaint láidir agus fad saoil do raon leathan mótair leictreacha a úsáidtear i dtionscail éagsúla. Tá an tithíocht mhótair seo, atá déanta as crua...
Féach na sonraí $ $Sonraí Teagmhála
Address: Uimh.
TEL: 86-15050692548
Má tá suim agat inár dtáirgí, téigh i gcomhairle linn le do thoil